Комплексні рішення організації виробництв

Науково-виробнича фірма «Техвагонмаш» – один із провідних розробників та виробників спеціального технологічного обладнання для підприємств транспортного машинобудування. Компанія заснована у…

Підприємство має досвід проектування та виготовлення роботизованих зварювальних комплексів на базі роботів Fanuc.

Автоматизовані свердлильні комплекси призначені для продуктивної координатної обробки виробів без попередньої розмітки та застосування кондукторів.

Автоматизовані склади - ефективні рішення, сортування та обробки товарів.

Техвагонмаш пропонуємо повний цикл послуг - від розробки індивідуальних рішень до серійного виготовлення надійних та ефективних установок. Наше обладнання призначене для очищення металевих поверхонь від іржі, окалини, старої фарби та інших забруднень, забезпечуючи ідеальну підготовку виробів до подальшої обробки чи фарбування. Ми проектуємо установки з урахуванням конкретних завдань та особливостей вашого виробництва, гарантуючи високу продуктивність, безпеку та тривалий термін служби.

Устаткування для механізації, автоматизації зварювання - проектування та виготовлення.

Науково-виробнича фірма «Техвагонмаш» реалізує проекти будівництва або модернізації вагонобудівних заводів «під ключ»: технологічні рішення, проектування та виготовлення спеціального технологічного обладнання, шеф-монтажні та пусконалагоджувальні роботи, навчання персоналу.

Комплексні рішення щодо розробки проектної документації в галузі нового будівництва, технічного переозброєння та реконструкцій підприємств з ремонту вантажних та пасажирських вагонів.

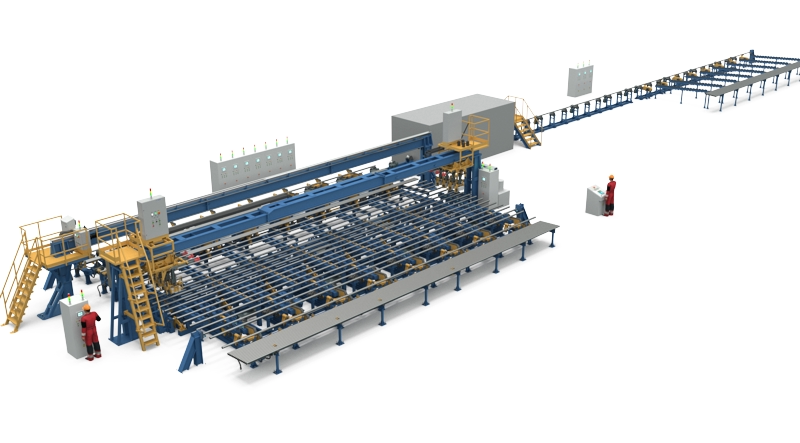
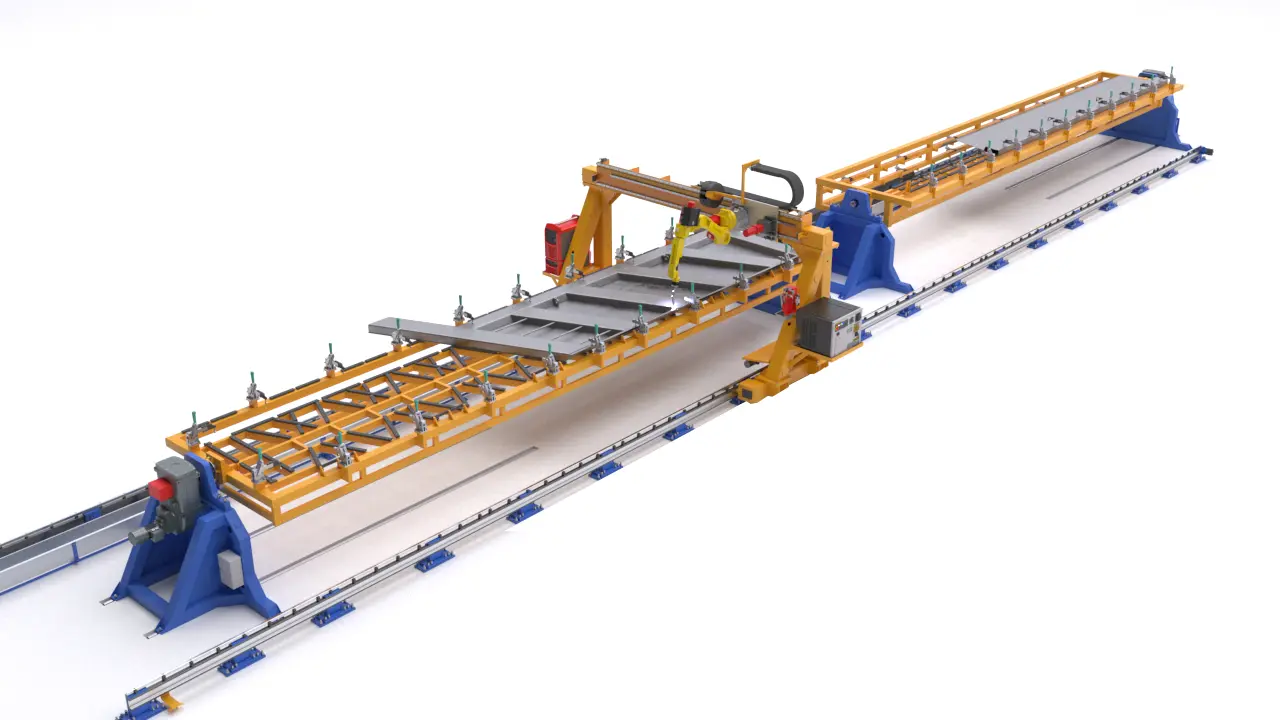
Комплексні рішення в проектах автоматизації котельного виробництва: транспортні системи переміщення заготовок та готових виробів, автоматичні лінії зварювання карт аркушів, складальне обладнання для зварювання обічайки з днищем, лінії автоматичного зварювання котлів. Устаткування проектується під виробничу програму випуску та виробничі умови замовника.

Проектування та виробництво технологічного транспорту для залізничної галузі. Ми створюємо індивідуальні рішення, що враховують особливості об'єктів замовника, специфіку експлуатації та технічні вимоги. У нашому асортименті трансбордери, поворотні кола, візки, платформи, системи конвеєрів та інше спеціалізоване обладнання.